
激光切割機配套的空壓機多少價格一套,如何選型
激光切割機在鈑金加工,機械行業應用非常廣泛,之前一般都是用液氮,液氮作為氣源進行切割,雖然效果顯著,但是成本一直居高不小,對于激烈的市場競爭下,商家不得不考慮成本,所以利用壓縮空氣切割就成為了一種趨勢,激光切割機配套的螺桿空壓機,跟液氮液氧比較起來,成本省卻一半,效果也不比液氮差,可以說是完美替代,無縫對接.

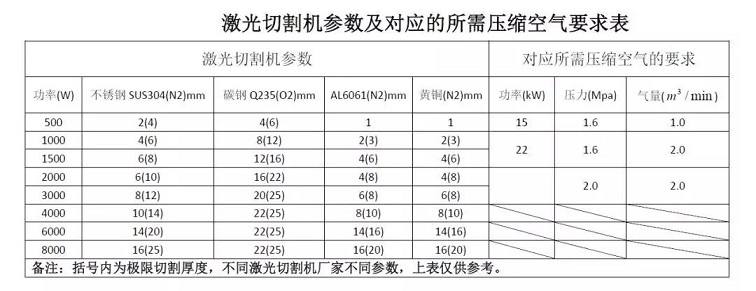
激光切割機配空壓機是根據加工要求來配置不同氣量不同壓力的空壓機,大部分激光切割機加工所需要的壓力為10公斤至12公斤,在某些情況下需要達到15-16公斤,就用氣量來說,大部在1立方至2立方,選擇的空壓機功率為7.5KW至15KW,具體由連接的使用設備每分鐘所需要的用氣量決定空壓機配置的大小,這個用氣量參數一般激光切割機廠家都能提供.
激光切割機在工作時需要有氣源作為動力,而且是帶壓力的氣源,壓力一般需要10至12公斤,500W的激光切割機需要的氣量大概一分鐘一立方,氣源一般有三種,氮氣,氧氣和壓縮空氣,就三種氣體使用成本來說,壓縮空氣的使用成本是很實惠的,買一臺7.5KW13公斤的螺桿空壓機就能滿足加工需求。就成本來說,一般桶裝的液氧大概價格為500元,每天用8小時,大概4天用完,而用螺桿空壓機壓縮所得的壓縮空氣所需要的電費大概是240元(按一元一度的電,7.5KW空壓機每天工作8小時的費用大概是一天60元),比用液氧省一半左右。
500W的激光切割機一般是配7.5KW螺桿空壓機,壓力為10公斤至12公斤的螺桿空壓機,具體壓力視切割產品的厚度而定,如果對空氣品質要求高的,還需要配冷干機和儲氣罐,這樣能保證生產出來的產品合格率更高,保證生產效率。
激光切割是將從激光器發射出的激光,經光路系統,聚焦成高功率密度的激光束。激光切割機工作時需要氣源作為動力,而且是帶壓力的氣源,壓力一般需要10至16公斤,激光束照射到工件表面,使工件達到熔點或沸點,同時與光束同軸的高壓氣體將熔化或氣化金屬吹走。
激光切割機的特點
1. 切割速度快,切口光滑平整,無毛刺;
2. 切逢窄,變形小,切割面材料不硬化;
3. 加工精度高,重復性好;
4. 數控編程簡易,加工范圍廣,無需開模,經濟省時;
輔助氣源的種類
1. 氮氣:一般加工貴金屬或對加工要求非常高來作為輔助氣源;
2. 氧氣:高純度氧氣的強氧化性,切割面會發黑,硬度增加,俗稱“焦”;
3. 壓縮空氣:加工范圍廣,空氣本身存在于大氣中含有約20%的氧氣,因此可在一定程度彌補氧氣和氮氣的不足。
氣源的成本
由于氮氣、氧氣成本均高于壓縮空氣,且氮氣、氧氣的價格逐年上漲,因此使用空氣作為切割輔助氣體,能大大降低生產的成本,在一半左右。
高壓氣源的作用
1. 冷卻防止材料硬化,也就是被熱處理;
2. 氣壓將切割熔化的金屬熔渣吹掉,防止灰塵堵塞激光噴嘴,保護并延長其使用壽命;
激光切割機對壓縮氣源的要求
激光切割機對壓縮氣源要求比較高,要求氣源中不能含水含油,一般用戶配四級過濾,甚至五級過濾,目的是為更好保護激光切割機的使用壽命。若進入切割頭的氣源含有水和油,會在短時間內造成保護鏡片結霧,影響切割質量,此時若未及時更換保護鏡,在高功率光束照射下可能導致切割頭內部溫度升高,造成內部鏡組的損壞。
后處理安裝布置
1. 壓縮機與激光切割機近距離,冷干機過濾器依次連接;
2. 壓縮機與激光切割機遠距離,在使用終端安裝二個過濾器,處理長距離管道中殘余水和油;
有需要了解或者購買激光切割機配套的螺桿空壓機用戶,可以咨詢:18955932608凌經理,專業為您服務.
- 上一篇:高壓氧艙配套的螺桿空壓機如何選型 2020/3/31
- 下一篇:螺桿空壓機超時不保養真的就一定省了錢嗎 2020/3/25